13340
2017-02-21
来源:中国有色网

中国粉体网讯 镁及镁合金虽具有密度低、比强度大、比刚度高和抗冲击性强等诸多优点。但是也有一些固有缺点,如硬度、刚度、耐磨性、燃点较低、不是一种良好的结构材料,使其应用受到相当大的制约。若向镁基体中添加陶瓷颗粒或碳纤维制成复合材料,则可以在很大程度上改善镁的力学性能,提高耐热和抗蠕变性能,降低热膨胀系数等。可作为复合材料增强相的颗粒有:氧化物、碳化物、氮化物、陶瓷、石墨和碳纤维等。制备镁基复合材料的工艺主要是:铸造法、粉末冶金法、喷射沉积法。
铸造法
铸造法是制备镁合金复合材料的基本工艺,可分为搅拌混合法、压力浸渗法、无压浸渗法和真空渗法等。
搅拌铸造法(Stiring Casting)
此法是利用高速旋转搅拌器浆叶搅动金属熔体,使其剧烈流动,形成以搅拌旋转轴为中心的漩涡,将增强颗粒加入漩涡中,依靠漩涡负压抽吸作用使颗粒进入熔体中,经过一段时间搅拌,颗粒便均匀分布于熔体内。此法简便,成本低,可以制备含有Sic、Al2O3、SiO2、云母或石墨等增强相的镁基复化材料。不过也有一些难以克服的缺点:在搅拌过程中会混入气体与夹杂物,增强相会偏析与固结,组织粗大,基体与增强相之间会发生有害的界面反应,增强相体积分数也受到一定限制,产品性能低,性价比无明显优势。用此法生产镁基复合材料时应采取严密的安全措施。
液态浸渗法(Liquid infiltration process)
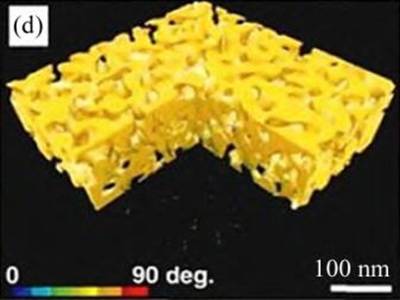
用此法制备镁基复合材料时,须先将增强材料与黏接剂混合制成预制坯,用惰性气体或机械设备作用压力媒体将镁熔体压入预制件间隙中,凝固后即成为复合材料,按具体工艺不同又可分为压力浸渗法、无压、浸渗法和真空浸渗法。可用挤压、铸造机进行浸渗,也可以用专用浸渗装备。增强相与镁熔体之间的浸润性对浸渗过程有重要影响,是关键的工艺参数。当浸润角θ<90°时两相可以浸润,否则两者难以浸润。通常,镁熔体与陶瓷颗粒之间有较好的浸润性。另一个影响浸渗过程的工艺参数是预制坯中的胶粘剂。
粉末冶金法
该法是将预制的镁粉或镁合金粉与陶瓷粒子均匀地混合为一体,经真空除气、固结成形后再进行压力加工制成所需形状、尺寸和性能的复合材料半成品。粉末固结工艺有热压和冷热、温等静压。此法主要优点:基体合金组织微细,可随意调控增强相的分数,甚至可高达50%左右,陶瓷颗粒尺寸可小于5μm,但不足之处是金属粉末在制备和贮存过程中易表面氧化,对材料塑性及韧性不利;制备大尺寸锭坯及需要大型设备和模具,投资较大;所采用的温度低,不会发生有害界面反应,有利于材料塑性及韧性提高。
粉末锭坯经挤压、锻造大变形加工后,粉末颗粒会结合在一起,材料密度可接近理论值。
喷射沉积法
喷射沉积工艺是制备高性能合金材料的有效方法之一,若在喷射沉积过程中将陶瓷颗粒导入雾化锥中,与雾化颗粒共沉积,可以制得陶瓷颗粒增强的复合材料。喷射共沉积法制备AZ91、QE22合金/Al2O3或SiC颗粒复合材料的弹性模量、耐磨性都大幅度提高,膨胀系数有较大下降。
由于喷射工艺流程短,材料制备比较简单、便利;增强颗粒在基体金属中分布均匀,界面反应很轻微,因而性能优异。QE22/SiCp复合材料锭坯孔隙体积分数高达20%,经挤压后,具有优异的强度和塑性,其伸长率达到12%,而传统铸造QE22合金的伸长率只不过2%。
版权与免责声明:
① 凡本网注明"来源:中国粉体网"的所有作品,版权均属于中国粉体网,未经本网授权不得转载、摘编或利用其它方式使用。已获本网授权的作品,应在授权范围内使用,并注明"来源:中国粉体网"。违者本网将追究相关法律责任。
② 本网凡注明"来源:xxx(非本网)"的作品,均转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责,且不承担此类作品侵权行为的直接责任及连带责任。如其他媒体、网站或个人从本网下载使用,必须保留本网注明的"稿件来源",并自负版权等法律责任。
③ 如涉及作品内容、版权等问题,请在作品发表之日起两周内与本网联系,否则视为放弃相关权利。